



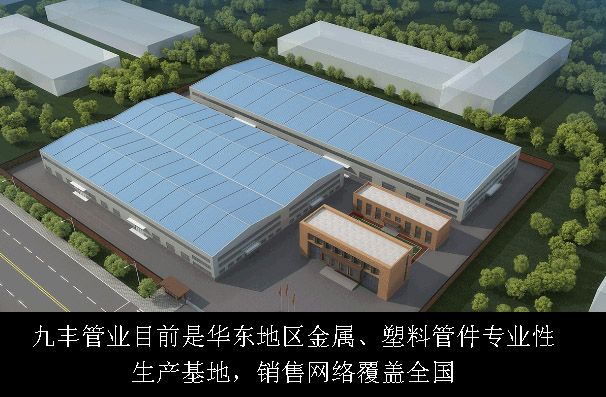
实力雄厚
公司拥有配备齐全的安装设备专业施工服务队伍,并提供研发、生产、技术、安装以及专业领域相关的咨询服务。

品质保障
严格按照质量管理体系执行,并通过产线、产品、国家三重抽检,同时配有相关检验报告,保证出厂产品符合卫生安全标准和国家标准。

技术服务
7*24小时及时响应,1小时内给解决方案,派技术人员上门服务。现场指导,快速响应 ,急你所需。
企业愿景和经营理念
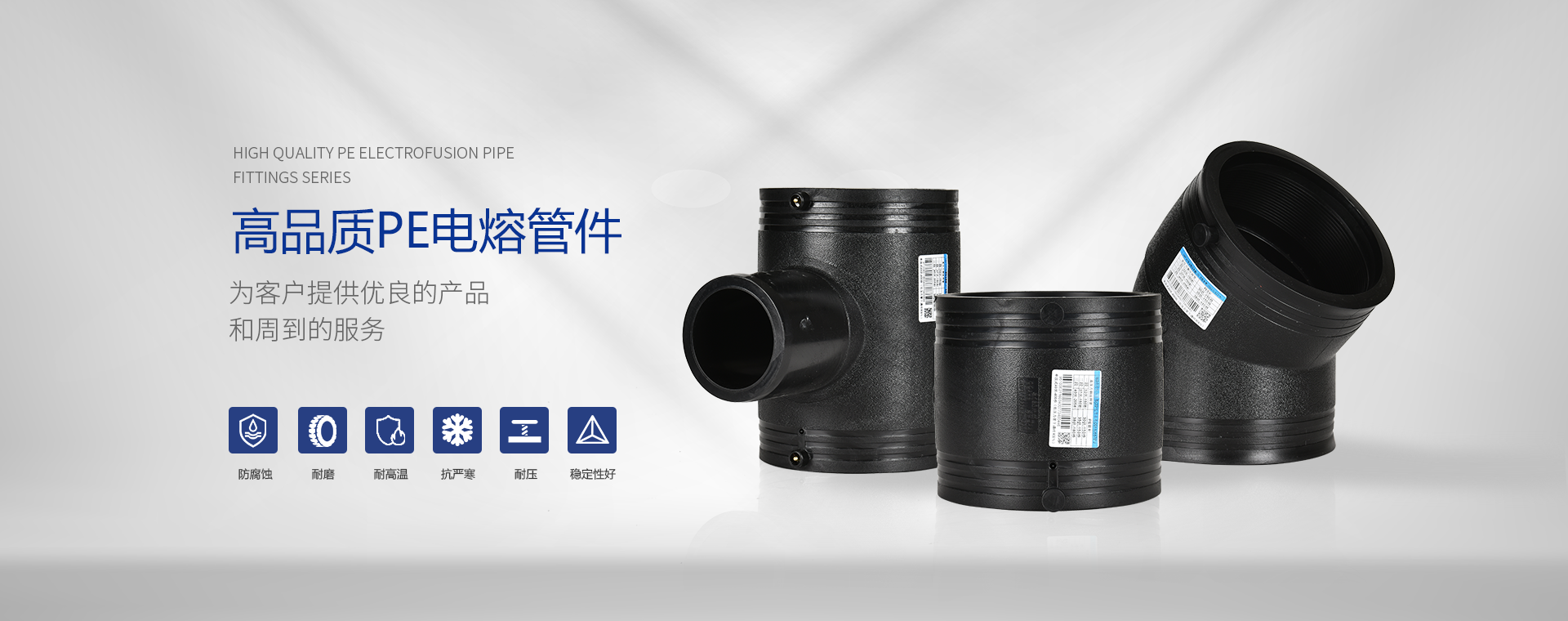
公司以“诚信、优良、创新、发展”作为企业精神,凭借专业的技术实力,不断创新,为客户提供优良的产品和周到的服务。我们将一如既往的







网站名称:九丰管业
联系人:陈经理
电 话 :0539-8165816
手 机 :13805133898
传 真 :0539-8165816
邮 箱 :1332916036@qq.com
地址:山东临沂兰山区马厂湖镇解放路与高升路交汇南200米
网址:www.jiufengguanye.com.cn










 手机浏览
手机浏览